玄 米
酒質を決めるもっとも大事な要素の1つが米。 求める酒質にもっとも適した米を選び正確に 削ることが酒造りの基本です。 蓬莱泉ではこの工程を大事に考え、自家精米を行っています。
国内で栽培される米(稲)には、「粳(うるち)米」 と「糯(もち)米」 の2種類があり、主に酒造りには「うるち米」が用いられます。 ただし酒造りに「もち米」は全く使わないかと言えばそうでは無く、 もち米に由来する甘みはや わらかい甘味を感じさせるため、 甘口の酒を造るときのもろみ後期に糖化させたもち米を加える 「もち米四段」と呼ばれる方法もあります。うるち米には食用の 一般米と 酒造り専用の酒造好適米の2種類があり、これらが酒の原料として 使われます。酒造好適米には様々な品種があり、有名な品種としては 山田錦・美山 錦・五百万石・雄町・渡船・八反錦などが挙げられます。

酒米と一般食用米の違い。
米と一般食用米の違いは、おもに3点あります。
心白が中心に鮮明にある事
心白のできるプロセスは、栽培条件が良く米粒が大きく成長すると、 中心部までデンプン質が詰まり切らず密度の粗な部分が出来ます。 これが心白として発現します。米粒中に心白があると、 構造的に麹カビが中心まで入りやすくなり、いわゆる破精(はぜ) 込みの良い麹になると言われています。 またよく誤解されているのは「心白が大きいほど良い」 ということですが、心白が大きくなると精米したときに割れてしまい、 高精白に耐えられなくなるため本当は点状心白と呼ばれるタイプが 一番良いのです。実際に酒米の王様と言われている「山田錦」の 心白には点状・線状心白粒が多く見られます。
粒が大きい事
大粒であるほど精米が容易で、洗米や蒸し等の原料処理などの 操作が容易です。また粒ぞろいは大事な要素で、粒の大きさに ムラがあると白米の大きさのムラにつながり、ひいては吸収 ムラや発酵ムラにつながります。
タンパク質や脂質の含量が少ないこと
タンパク質や脂質は雑味や異臭のもととなるため、 それらが多く含まれる糖層を精米によって削り落としますが、 玄米に含まれるタンパク質や脂質の多少は、白米のタンパクや 脂質の含量に影響するため、玄米中のタンパク質や脂質は やはり少ない方が良いとされます。

白 米
精米した米はこのように中心を残して 小さくなります。(写真は40%まで精白したもの) 雑味のもととなる米の外側の部分を削り、 米の中心だけを使い美味しいお酒は造られています。
精米は精米機の中の、ロールと呼ばれる円柱状の砥石が高速回転 している横を、米が通り抜けるときに表面を少しずつ削りながら 行われます。ただし砥石のスピード(回転数)や米が流れる量を、 きちんと調整しながら精米しないと米が割れたり砕けてしまい、 きちんと精米ができません。 通常精米が進めば進むほど回転を落としてゆっくり精米する必要 があるため、精米歩合に比例して時間が増えるのでは無く、 おおよそ70%なら12時間60%なら24時間、50%なら 48時間、40%なら72時間、 35%では100時間、と累進的に 精米時間がかかるようになります。実際に作業中の全ての間、 機械に付きっきりと言う訳にはいかないため、自家精米している ほとんどの酒蔵では自動的に回転数や流量を調整する精米機を 導入しています。また精米には、機械・付帯設備が高価、人件費、 労働が過酷などの理由で非常にコストがかかるため、農協や精米 業者、あるいは協同設備などを利用する、いわゆる「委託精米」 している酒蔵がほとんどです。
なぜ精米するのか?
酒の発酵においてタンパク質や脂質、灰分などが多く含まれて いると麹菌や酵母の繁殖が盛んになりすぎて操作が難しくなります、 またタンパク質は雑味の原因となり、脂質は異臭の原因となるため タンパク質や脂質を多く 含んでいる糠(茶色い部分) を除去する必要があります。それを行うのが精米です。 ただ実際には糠層にだけそれらは含まれているのではなく、 中のデンプン質(白い部分)であっても外側の部分には タンパク質が含まれています。そのため食用 米が5%程度の精米で あるのに対して、酒用は佳撰クラスでも70%、大吟醸クラスに なるとより純粋なデンプン質部分まで削る必要があるため、 35%といっ た精米をするところも珍しくありません。
精米歩合と真精米歩合
よくレッテルに「精米 歩合○%」と書いてありますが、 これは通常見掛け上の精米歩合の事を指し計算式は式(1)から 算出されます。たとえば1,000Kgの玄米が600Kgになればそれは 60%と言うことです。ただしこの場合米が割れたり砕けたりして 糠として排出される事を考慮していません。このため精米の善し 悪しを判断する 材料として式(2)の「真精米歩合」を調べます。 これにより実際どのくらい米自体が削られたかが 分かるようになります。
ただし真精米歩合だけでなく粒ぞろいを示す粒重分布や タンパク質を分析することで、様々な面から精米の良否を 判断することが重要な事です。


洗米・浸漬
削りあがった米をきれいに洗い(洗米)、同時に浸漬を行って、 使用目的に応じて水分に調整し、翌日まで置きます。
精米直後の白米は乾燥した状態にあるため、この状態の米を洗米すると 急激に吸水して米粒が割れてしまいます。そのため普通は精米したての白米は すぐに使わず「枯らし」と呼ばれる期間をおき、2週間ほどかけて 自然に水分を戻します。 米を蒸すためには水を吸わせる必要がありますが、その前に白米についた糠を 洗い流すために洗米を行います。洗米の時に注意すべき事は強い衝撃を与えて 米を割らないことで、最近は気泡をつかって洗う(風呂のジャグジーの様に水 に空気を混ぜて米を洗う)機械も出来ています。 その後浸漬(目的の水分量まで吸水させること)しますが、高精白の米は 吸水速度が速いため秒単位で吸水時間を 調整する必要があり、これを限定吸水と呼びます。


蒸 米
洗米・浸漬し終わった米を蒸すのに蓬莱泉では、 甑(こしき)を使います。昔ながらの和釜と同じ原理の 蒸し方です。これにより外硬内軟の理想的な蒸米ができます。 写真は放冷作業の様子です。 放冷は目的の温度まで蒸米の温度を下げるために行います。
酒造りをする際、一般的には米を蒸す事によってα化します。ただし米を 炊いて酒を造る方法もあり、これは「融米造り」とか「姫飯造り」と 呼ばれます。 実際に蒸す場合も炊く場合も水分の含有率はほぼ同じなのですが、米を 蒸す場合には(1)表面が粘らないのでサバケが良く、器具や手に付着し ないため作業性が良い、(2)蒸した米の方が麹カビが繁殖しやすい、 という利点があります。 米を蒸すための機械は甑 (こしき)と連続蒸米機の二つがあります。 原理はどちらも同じですが、これらはその機構が異なります。甑はシュー マイや肉まんを蒸す蒸籠(せいろ)と同じ 仕組みで、一回毎に米を蒸し 上げていく方法、また連続蒸米機はベルトコンベアの上に敷いた米に蒸気 を当てながら加熱していく方法です。 どちらにもメリットがありますが、甑は連続的に処理が出来ないため効率 は悪いが蒸しの調節が細かくできるため良い蒸米が得られます。 また、連続式は蒸しの調節は難しいが大量の米を効率よく処理できます。 蒸し上がった米は必要な温度まで冷却してから麹や酒母・ もろみに使われます。 この時、布の上などに広げて冷やす自然冷却法と、風を蒸し米の層に 強制的に通風して冷やす強制冷却法があります。




麹 米
麹米は蒸した米に種麹をふり、麹室といわれる温度や 湿度を調整できる専用の部屋で、およそ50時間かけ 麹菌を繁殖させます。麹は米の中のデンプンを グルコース(糖分)に変える働きをするため、 酒造りのもっとも大切な工程といわれます。
麹は蒸米に種麹(黄麹菌の胞子)をまいて繁殖させて造ります。 麹の主な働きは麹菌が作る様々な酵素を利用してもろみの発酵 を進めることです。麹に含まれる 酵素にはデンプンの糖化を 進める糖化酵素(グルコアミラーゼ)、米の溶解を進める液化 酵素(α-アミラーゼ)、タンパク質を分解してアミノ酸を作る プロテアーゼ等があります。

麹の造り方

引き込み
蒸しが終わった蒸米を麹室の中に運び、床(とこ:製麹1日目に麹菌を繁殖させる台)の上に広げ、適当な温度と水分になるまで何度か手入れを行います。

種付け
蒸米の品温や水分が適当な状態になったら、種麹をまんべんなく振りかけよく混ぜます。この作業は「床もみ」とも呼ばれます。この作業が終わったら蒸米をひとかたまりにして布でくるんでおきます。この後、盛(もり)の作業までに一度「切返し」と呼ばれる作業を行います。これは蒸米どうしがくっついて固まったり、品温や水分にムラが出来ないように良くほぐして混ぜる作業のことです。
盛
麹を引き込んでから約24時間経過すると麹菌がある程度繁殖するため、肉眼でも白い点が見えるようになります。この後は温度調節をしやすくするため麹を麹蓋や麹箱と呼ばれる器に小分けにします。

仲仕事・仕舞仕事
盛り後24時間ほどで麹は出来上がりますが、途中2回ほど発酵する際に発生する熱を冷ますためと、麹菌が繁殖する際に消費した酸素を補給するために、仲仕 事と仕舞仕事と呼ばれる作業を行います。この時、麹を徐々に乾かしていくことによって、麹菌が菌糸を中心部に延ばしていきます。そのためこの行程は特に温 度と湿度の管理が重要とされます。

出物
盛りから24時間(引き込みから48時間)ほどで麹は出来上がります。最終的に品温は40~42℃まで上げられます。出来上がった麹は、暖かい麹室から出され台の上に拡げて冷まします。このとき冷え方にムラがないよう何回か掻き混ぜ、全体に冷やします。
酒 母
酒母は、酒造りの主役である酵母を、ある程度の量まで培養する 工程です。酵母は麹によってできたグルコースからアルコールを 作ります。関谷醸造では、主に速醸法と呼ばれる方法で約2週間 ほどかけて酒母を造ります。 酒の発酵を左右する大事な工程のひとつです。
酒造りにはデンプンをブドウ糖に変える麹と、ブドウ糖をアルコールに変 える酵母の二つが必要となります。その酵母(優良酵母)を適当な量まで 培養する工程は酒母造りと呼ばれます。
また酒母造りには腐造の原因となる野生酵母等の細菌の繁殖を抑制する 「乳酸」が必要となります。この乳酸を乳酸菌などの活動を利用して造るものを「生もと系酒母」といい、醸造用乳酸を添加するものを「速醸系酒母」と呼びます。生もと系酒母には「生もと」「山廃酒母」等があり、速醸系 酒母には「速醸酒母」「高温糖化酒母」などがあります。

もろみ
酒母を仕込みタンクに移し替えて、仕込水、麹米、蒸米それぞれを 3回ずつにわけて仕込みます。(三段仕込)。もろみ中では、麹による デンプンの糖化、酵母による糖分のアルコール発酵が同時に進みます (並行複発酵)。常に味や表面の状態から発酵の状態を把握し、目的の 酒質になるよう発酵を調整していきます。
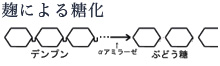
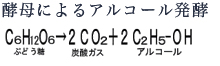
蒸米・麹・酒母・仕込み水を決められた分量ずつ配合して発酵させるのが醪 (もろみ)であるが、この中では右図の様な発酵(化学反応)が同時に起きて います。これは並行複発酵と呼ばれこのような発酵形態は世界の醸造酒の なかでも珍しいものです。
ワインは葡萄に含まれる糖分をアルコール発酵するだけの「単発酵」で造られます。またビールなどは麦芽による糖化と糖分のアルコール発酵の過程 が全く別に行われるため、さしずめ「単行複発酵」とでも呼ぶ発酵形態により 造られます。これらに比べ清酒の醪中で起こっている発酵は世界でも類を 見ない複雑なプロセスとなっています。
これは日本が世界に誇るべき発酵技術であると言えます。

醪の仕込みについて
酒母に麹・蒸米・水を加えたものを醪と呼び、これを発酵させて搾ったものが清酒です。
醪は通常4日間かけて3回に分けて仕込まれる為、この仕込み方は「三段仕込み法」と呼ばれます。
1日目は「添(そえ)仕込」と呼ばれる1回目の仕込み、 2日目は「踊(おどり)」と呼ばれ仕込みは休み、3日目は「仲(なか)仕込」と呼ばれる2回目の仕込み、4日目は「留(とめ)仕込」と呼ばれる最後の仕込みを行い、この日が醪1日目となります。
もろみは25日から40日程度で出来上がります。途中、醪は様々な面(つら・泡などの表面の様子)を見せます。
外見や味、成分分析の結果などを考慮して品温や操作を決めるのが杜氏の重要な仕事となります。
最後に醪は上槽(酒の搾り)をして清酒となります。

添仕込・踊
酒母に全仕込量の約1/6の麹・水を加え、そこに同じく約1/6の蒸米を加えながらよく攪拌します。翌日は仕込みを休むこと(踊)で酵母の増殖をはかります。

仲仕込
踊の翌日、全仕込量の約1/3の麹・水を加え、そこに同じく約1/3の蒸米を加えながらよく攪拌します。

留仕込
仲仕込の翌日、全仕込量の約1/2(残り全部)の麹・水を加え、そこに同じく残り全量の蒸米を加えながらよく攪拌します。

筋泡(約3日目)
醪の表面に筋が入るように泡が出てくることで、酵母が発酵を始めたことが分かります。別名「蟹泡」とも呼びます。

水泡(約7日目)
白くて軽い感じの泡が全面に広がる、これを水泡と呼びます。

岩泡(約8日目)
水泡を過ぎると泡が次第に厚みを増し、岩のような外見になってくるため岩泡と呼ばれます。

高泡(約10日目)
岩泡からさらに泡が高くなった状態を高泡と呼びます。酵母は泡の中に多く含まれるため「泡消し」と呼ばれる作業によって泡があふれないように気を付けます。

落泡(約11日目)
高泡期を過ぎると約1日程度で泡が少なくなる、これを落泡と呼びます。
玉泡(約13日目)
泡が落ちた後、醪の表面にシャボン玉のような美しい泡が現れます。これを玉泡と呼びます。

チリメン泡(約15日以降)
玉泡の後には発酵の進み方も遅くなり、発酵の際にでる炭酸ガスも少なくなってきます。この時に表面(地)に現れる細かい泡をチリメン泡と呼びます。

坊主(約18日以降)
醪の後期には発酵がほとんど進まないため、泡も殆ど上がりません。この状態は「地」または「坊主」と呼ばれます。

上槽寸前(約30日目)
上槽(搾り)寸前には、酵母は自分自身の造ったアルコールによって死滅していきます。この時酵母の死がいや米のカスなどが浮いてくることもあります。これを蓋(フタ)と呼びます。
上槽/酒粕
もろみは25日~40日で出来上がり、上槽(搾りのこと)により酒と酒粕に分けられます。丁寧に造られたお酒ほど酒粕が多くなりますが、自社の大吟醸クラスでは、仕込んだ米の約半分が酒粕となります(一般的には1~2割程度が酒粕)。
搾られた新酒のなかには炭酸ガスやオリと呼ばれる米のかけらなどが含まれていて、荒々しくフレッシュな味です。
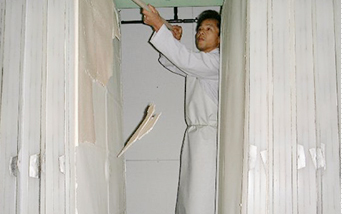
粕剥がしの作業の様子
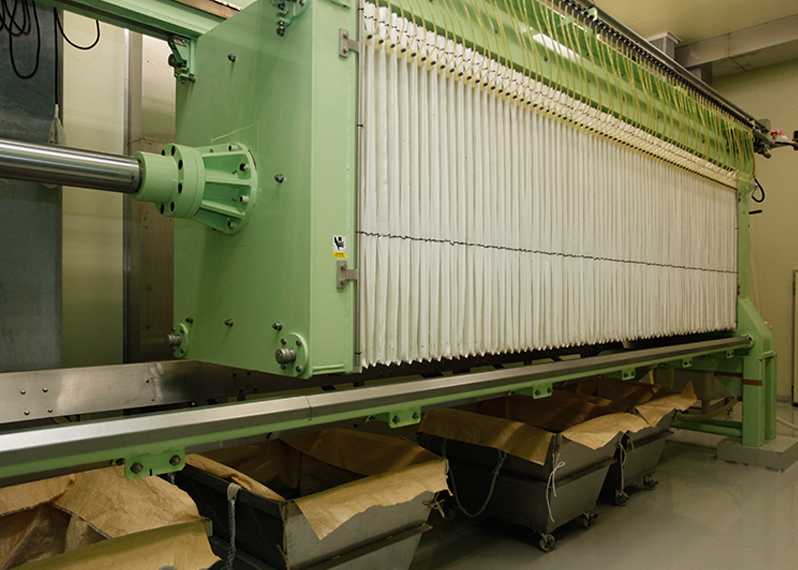
醪を酒粕と清酒に分離する工程を「上槽」と呼びこれには様々な方法があります。
通常「ヤブタ(機械を造っている会社の名前)」と呼ばる大量の醪を搾る方法、「槽(ふね)」と呼ばれるそれよりも少量の醪を搾る方法、「袋取り(首吊 り)」と呼ばれるコンテスト用の極少量の醪を搾る方法などがあります。

どんな方法で搾る場合でも機械や濾布(濾過する布)、酒袋などの洗浄・殺菌・乾燥や作業室の冷房・除湿などの衛生管理に注意することが最も重要です。また醪を濾過さえすれば「清酒」となるため、目の粗い網などで濾過した「にごり酒」も清酒です。
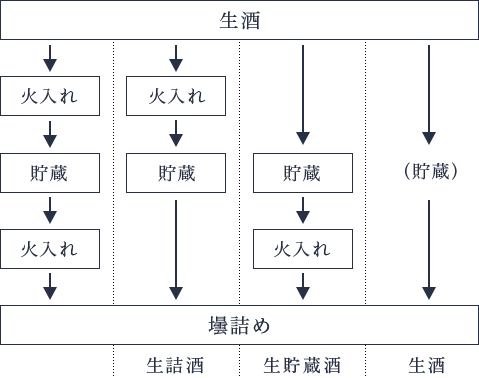
清酒(生酒)/火入れ
搾られた酒は、オリ等を除去するため濾過をします。 出来たばかりの酒は全て生酒ですが、生酒はわずかながら 発酵が継続しているため、必要に応じて火入れを行い 発酵を止めます。また火入れには貯蔵中の腐敗を 防止する為の殺菌の効果もあります。
搾られたばかりの酒は当然生酒である為、まだ酒中には酵母が生存していたり、もろみの発酵に役立った酵素の働きが残っています。 これが様々な工程を経てから壜詰めされます。
途中で行われる作業によって酒の呼び方が異なります。
貯蔵/熟成
貯蔵タンクでじっくり静かに出荷を待ちます。期間は短いもので約半年、長いもので3年近くもの間貯蔵されます。
低温でじっくりと熟成させることで渋みや荒々しさがとれ、深い味わいのまろやかなお酒となります。

壜詰め/
製品・出荷
いよいよ最終工程です。瓶詰めされたお酒は、保冷管理された倉庫に置かれ、そこから皆さんの近くの酒屋さんまで保冷車で出荷しています。蓬莱泉では、酒造りの工程はもちろん出荷後の製品まできちんと温度管理することを大切に考えております。

伝統の技に新しい技術を加えた酒造り
関谷醸造が考える「酒造り」に必要なものが3つあります。ひとつめは「設計図をきちんと作ること」、ふたつめは「丁寧かつ正確な作業を行うこと」、みっつめは「蔵人のチームワーク」です。
「設計図」というと工業製品をイメージするかも知れませんが、酒造りにもやはり設計図が必要です。どんなお客様に、どんなシチュエーションで飲んでもらう のか?どんな味わいにするのか?といった事から始まり、その味わいやコンセプトを表現するためにどんな米をどこまで削るか決め、酵母や麹を選び、発酵のさ せ方を考え、熟成の程度を決めていくこと、それが酒造りの設計図です。
きちんとした設計図のないまま、酒の仕込みをしたところでそれは「酒が出来た」にすぎません。酒は「出来る」ものでなく「造る」ものだと私たちは考えます。
ふたつめは言うまでもありません。酒造りには精米に始まりさまざまな工程があります。そのひとつひとつの工程に失敗や、手抜きがあればその度に「減点」が 発生します。せっかくの米が持っている100の可能性を各工程のミスにより5点、10点と減点していけば、最後には何も残らなくなってしまいます。そうな らないために丁寧で正確な作業を心がけるのですが、全ての工程に目配りすることは並大抵のことではありません。
特に精米から米を蒸すまでの原料処理の工程を丁寧に行うことや、麹・酒母・醪(もろみ)などの各工程における温度管理、壜詰め前の濾過・調合については細 心の注意をしないといけません。これらの各工程にきちんと目配りをするために、私たちは機械化や、コンピューターを使った温度管理を導入しています。
また、機械化によるもうひとつのメリットは、機械は純米大吟醸であろうと本醸造であろうと手を抜きません。蔵人が温度計を手に手動で管理を行っていたら、 約半年間の酒造りの間、すべての麹や酒母、醪に完璧な温度管理をすることは出来ません。どうしても大吟醸に集中するためには本醸造をおろそかにせざるを得 ません。また、人である以上眠るときもあれば、体調の良いときばかりでもありません。そして、当然の事ながら気温や湿度といった外的条件も一定ではないの です。そういった様々な要因に左右されない酒造りのために機械化は必要不可欠なのです。
みっつめのチームワークも大切です。酒造りの世界には「和醸良酒(わじょうりょうしゅ)」という言葉があります。和は良酒を醸す、蔵人のチームワークが良 い酒を造るという意味です。ご存じのように酒造りは分業制です。原料処理の担当、麹の担当、酒母の担当、醪の担当…、とさまざまな蔵人の手を経て酒は造ら れていきます。各々が好き勝手な作業を行えば、ちぐはぐな味わいの酒が出来てしまうでしょう。蔵人が酒の設計図を共有し、米の出来映えを共有し、それぞれ の発酵を共有することで初めて、人を感動させる酒が造られるのだと私たちは考えます。
チームワークを高めるためには、蔵人個人の技術を高める事も必要です。そのために私たちは豊田市(旧・稲武町)に吟醸工房をつくり、酒造りの匠の技を若い 蔵人に伝えるような取り組みを続けています。こういった取り組みを続けなければ、チームの力を高められないだけではなく、酒造りの技が未来に残せなくなっ てしまいます。
「和醸良酒」にはもうひとつの意味があります。「良酒は和を醸す」良い酒を囲みながら仲間や友と語り合うことで、そこに和が生まれます。酒の中に米の旨み や甘みを持ち、やわらかで香味の調和の取れた酒、それが私たちの考える「良酒」です。そんなお酒を私たちは造っていきたいと考えています。
そして関谷醸造だからこそ出来る酒造りを目指して…。
関谷醸造株式会社
七代目蔵元 関谷 健
日々進化
本社工場杜氏の荒川貴信です。
本社工場は作業工程の多くの部分が機械化されています。高性能の機械があってもそれを使うのは人であり、培ってきた 経験や技術の裏づけがなくてはその性能を十分に生かし、発酵の過程をコントロールすることはできません。機械に使われるのではなく機械を道具として使い倒 して、日々進化をモットーに旨い酒を醸していきたいと考えています。
関谷醸造の本社工場で杜氏を務めることに誇りを持って、皆さんによろこばれるお酒を提供していきたいと思っています。

顔の見える酒造り
吟醸工房杜氏の宮瀬直也です。
私のモットーは「お客様と距離の近い顔の見える酒造り」です。
オーダーメイドの酒造りは総米60kgでそれぞれお客様のご要望を聞き取りし、全て違うお酒に仕上げていきます。少量多品種を全て手作業で酒造りをするというのが吟醸工房一番の特徴です。
常に、数値では測る事の出来ないお客様の嗜好・こだわりという部分を重視し、ストーリー・背景のあるもの造りに努めています。
お客様それぞれの想いをお酒に込められるよう更に距離を近くコミュニケーションを大切にし、発酵の素晴らしさも伝えていきたいと思っています。
全てのお客様に満足して頂けるよう、日々努力です。
